
技術文章
Technical articles 熱門搜索:
P760/01_2760nm單模垂直腔面發射激光器
VCSEL-20-M激光控制驅動器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號解調/鎖相放大器等)
Frequad-W-CW DUV 單頻連續激光器 213nm 10mW Frequad-W
ER40-6/125截止波長1300nm 高摻雜EDF摻鉺光纖
CO2激光光譜分析儀
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
THL-ZnTe20-500RZNTE(碲化鋅)太赫茲晶體
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
1030nm超短脈沖種子激光器PS-PSL-1030
IRV2000-1X350-2000nm 1倍紅外觀察鏡
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
高能激光光譜光束組合的光柵 (色散勻化片)
FLEX-BF裸光纖研磨機
S+C+L波段 160nm可調諧帶通濾波器
熱門搜索:
P760/01_2760nm單模垂直腔面發射激光器
VCSEL-20-M激光控制驅動器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號解調/鎖相放大器等)
Frequad-W-CW DUV 單頻連續激光器 213nm 10mW Frequad-W
ER40-6/125截止波長1300nm 高摻雜EDF摻鉺光纖
CO2激光光譜分析儀
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
THL-ZnTe20-500RZNTE(碲化鋅)太赫茲晶體
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
1030nm超短脈沖種子激光器PS-PSL-1030
IRV2000-1X350-2000nm 1倍紅外觀察鏡
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
高能激光光譜光束組合的光柵 (色散勻化片)
FLEX-BF裸光纖研磨機
S+C+L波段 160nm可調諧帶通濾波器
 更新時間:2025-08-27
更新時間:2025-08-27 點擊次數:51
點擊次數:51
線結構光:測量三維形貌的利器
線結構光法是將線狀結構光投射到被測物體表面,形成由被測物體表面形狀所調制的光條三維圖像,將線激光輪廓儀與精密運動平臺組合,按照規劃軌跡進行運動,可實現目標區域的高效高精度三維形貌測量,具有系統穩定、結構緊湊、精度高、量程大等優點,在三維測量領域得到了廣泛運用。
傳統的線激光輪廓儀與工件做相對直線運動的測量方式對線性運動平臺的精度要求較高,且系統占用空間大,不易實現在位精密測量;輪廓儀固定、工件旋轉運動測量時,測量范圍有限。在航空航天領域,工件尺寸通常較大、裝夾復雜難以移動,多采用混聯加工機器人對其加工,同時為保證加工質量,需要對加工結果進行精密的在位檢測。但加工機器人運動精度有限,無法在整個測量空間進行單獨直線運動,因此開展該工況下被測件三維形貌的精密在位測量,保證測量精度和路徑不受機器人運動特點限制具有重要意義。
激光魔力轉圈圈,新運動方式實現三維形貌的精密測量
中國人講究外圓內方,以和順之態,行端正之事,這為我們探索實際工況限制復雜情況下靈活、適應性好且精密、穩定性高的測量方式,提供了開放而嚴謹的思路。
為實現運動機構只能進行有規則轉動或被測工件體積較大難以運動等特殊工況下三維形貌的在位精密測量,山東大學機械工程學院姚鵬教授課題組研究了一種線激光輪廓儀旋轉掃描的測量方式,搭建了如圖1所示的測量平臺,將線激光輪廓儀和雙向直線位移平臺安裝至旋轉平臺上,利用轉臺帶動輪廓儀對目標區域進行旋轉掃描,獲取被測工件的形貌信息。其中Z向運動平臺用于調整待測工件的高度,使之位于線激光輪廓儀的量程內;線激光輪廓儀用于測量待測工件表面與輪廓儀標準面之間的高度;雙向位移臺用于調整激光輪廓儀與旋轉平臺之間的位置關系;精密轉臺用于帶動線激光輪廓儀旋轉運動;CMOS相機固定不動,用于拍攝線結構光旋轉至不同位置處的光條圖像,計算旋轉偏心誤差;兩軸精密位移臺用于調整整套測量裝置的位置,使待測工件位于檢測區域。
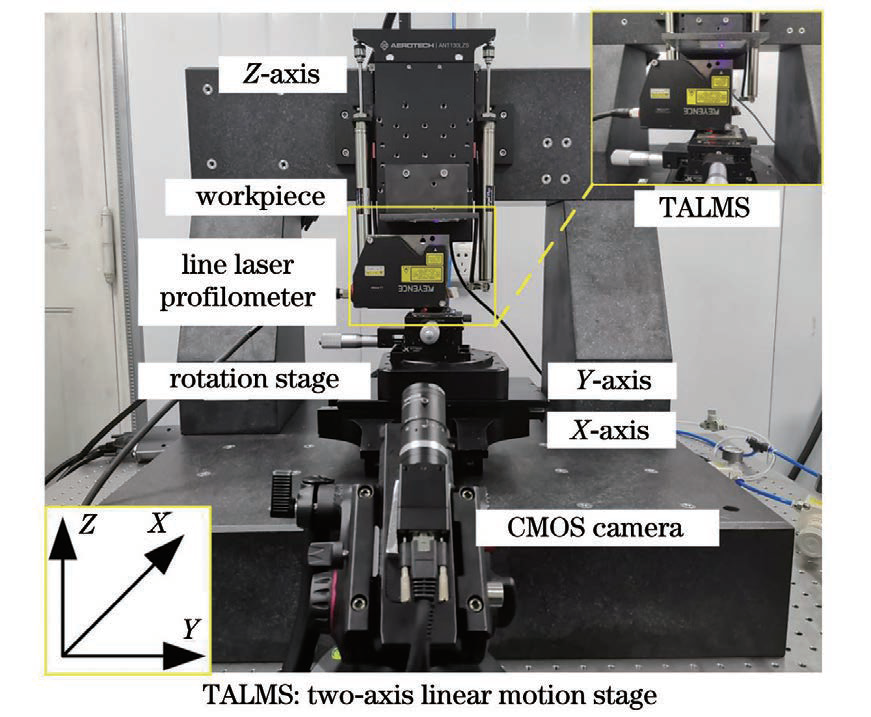
圖1 線結構光旋轉測量系統
如圖2所示,將整個測量設備通過夾具安裝到混聯結構加工機器人前端,實現測量設備與多軸精密加工裝備的集成,通過該方法的在位旋轉測量可實現被測工件面形貌的高精度檢測,且測量的精度不受設備運動精度的影響。

圖2 旋轉測量系統與五自由度混聯加工機器人集成圖。(a)五自由度混聯加工機器人模型;(b)旋轉測量系統集成區域
基于所搭建的旋轉系統,利用CMOS相機拍攝不同位置的激光光條圖像,使用極值法提取光條中心、最小二乘法擬合運動軌跡,如圖3所示。根據擬合結果計算偏心誤差,建立了線激光輪廓儀測量數據的三維合成與誤差補償方法的數學模型,采用MATLAB和Java編程對測量數據進行三維合成和極坐標化處理,并對轉臺的跳動和偏心、線激光輪廓儀傾斜誤差進行了補償。

圖3 不同位置激光圖片處理。(a)激光光條中心提取;(b)線結構光端點運動軌跡擬合
如圖4所示,通過與高精度接觸式輪廓儀測量結果對比,本文測量精度可控制至3 μm,接近設備測量精度的極限值;如圖5所示,與共聚焦測量方式相比,本文方法在測量復雜三維形貌時仍能保持較高的精度,且測量范圍和效率更高。
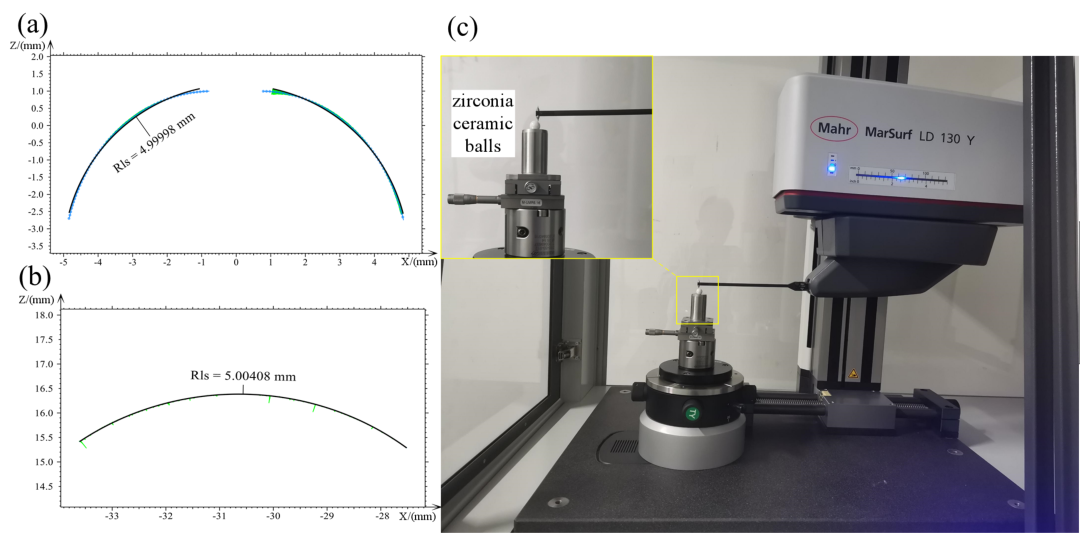
圖4 球體半徑測量與擬合。(a) 旋轉測量;(b) 接觸式測量;(c) MarSurf LD 130輪廓儀測量球體
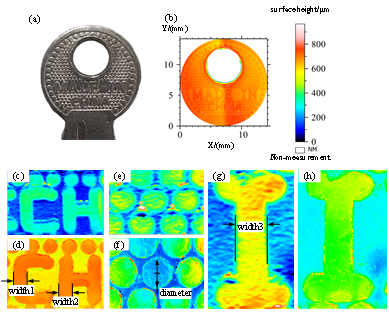
圖5 鑰匙表面形貌。(a) 實物圖;(b) 線激光輪廓儀旋轉測量完整三維形貌;(c)(e)(g) 旋轉測量局部形貌放大圖像;(d)(f)(h) VK-X200K測量局部形貌
總結與展望
本文研究了激光輪廓儀旋轉偏心誤差計算方法,提出利用高精度旋轉平臺帶動線激光輪廓儀旋轉運動進行三維表面形貌測量的在位檢測方式。通過測量球徑、特征寬度和平面高度差等特征驗證了本方法的有效性,得到的重構表面可完整準確的反映被測工件的尺寸、形狀、表面形貌等信息。
選取的設備基于直射式激光三角法原理,在測量光滑表面和小孔時容易出現數據缺失的現象,需進一步簡化測量系統,提高本文測量方法對不同特征的適應性,促使該方法在所述領域得到更多應用。
參考文獻: 中國光學期刊網
您好,可以免費咨詢技術客服
筱曉(上海)光子技術有限公司
歡迎大家給我們留言,私信我們會詳細解答,分享產品鏈接給您。
免責聲明:
資訊內容來源于互聯網,目的在于傳遞信息,提供專業服務,不代表本網站及新媒體平臺贊同其觀點和對其真實性負責。如對文、圖等版權問題存在異議的,請聯系我們將協調給予刪除處理。行業資訊僅供參考,不存在競爭的經濟利益。
 當前位置:
當前位置:
